
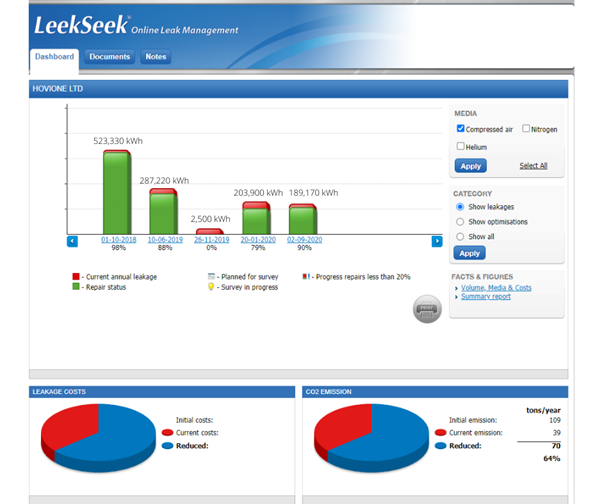
Hovione, a Cork-based pharmaceutical firm, has realised ongoing savings of thousands after implementing an air leakage management programme with O’Neill Industrial since 2018. And, in doing so, has also reduced Co2 emissions by 70 tons per annum.
Hovione Ireland Ltd production facility runs 24/7, and compressed air plays a key role in its primary manufacturing applications. Leaks are an unfortunate but regular feature in compressed air distribution networks. Rather than simply accepting this, more and more facilities are making efforts to fix them as leaking air lines, couplings and hoses are all sources of energy waste and their cost potentially significant.
In November 2018, Hovione engaged compressed air specialists O’Neill Industrial to perform a leakage detection survey across the company’s site. As the Irish partner for LeekSeek™ in Ireland, O’Neill Industrial’s 5-step detection programme focused on seven key factors: evaluation, detection, identification, tracking, repair, verification, and re-evaluation.

By implementing these steps, a typical manufacturing plant could reduce its energy waste by approximately 20%.*
Detecting Leaks
O’Neill’s conducted the detection survey using DND® (Dynamic Noise Discrimination) ultrasonic detectors which accurately pinpoint leaks. This method can be used at any time, even with production processes running. The DND® technology allows you to track the whole sound register in which leakages appear. In practice, it provides three distinct advantages.
Ultra Sonic Detection Equipment
The leakage detection survey can be performed considerably faster than with conventional ultra-sonic detection equipment as there is no tuning of the instrument required. It works very much as a modern scanning radio. It will react as soon as leakage is detected, regardless of frequency. In comparison, a conventional ultrasonic detector requires tuning to ensure that all frequencies have been covered. This is not only time-consuming, but it also allows a margin for error and many leakages are simply not discovered.
Secondly, DND’s discrimination abilities allow you to find leakages in very loud environments as it filters out interfering background noise. Consequently, the leakage detection survey can be carried out under normal production hours – the ideal scenario.
The third advantage is distance – DND® allows you to find a leakage as small as 0,1 mm at a pressure of 0,5 bar from a distance of 15 meters. This enables you to detect leakages in overhead airlines from ground level.
When compared to the speed of traditional methods of leak detection such as leak spray, DND®, as a rule of thumb, is 20 to 25 times faster. Put differently, what you would accomplish in one day with DND™ would take you three weeks with conventional methods.
Survey Outputs
The survey identified process-orientated optimization potentials (Optimizations “OPT’s”) and covered all production areas where compressed air and/or gasses are used. As leaks were detected, they were tagged and photographed. Hovione was then provided with a comprehensive report covering every single leakage and all the data relating to it, e.g. size, total cost and volume, as well as a parts list and an accurate estimation of the time required for the repair work. All the information was uploaded on the LeekSeek™ web server for ease of access and management.
The survey found that the Hovione had a leakage rate of 22%.
Austin O’Neill, O’Neill Industrial, noted, “The average leak rate for companies using compressed air is estimated to be between 20% and 50%, which represents a major cost to businesses, as well as unnecessary carbon emissions.”
Energy Management Framework
Kenneth Lloyd, the site’s Utility manager has implemented an Energy Management framework for the site since 2016 which aligns with the ISO50001 Energy Management System. “Air Leakage management is a fundamental pillar of the site’s energy management program as compressed air generation is a significant energy user. LeekSeek has enabled us to monitor unnecessary energy wastage; this improves our business sustainability and reduces operational costs.”
“Our online energy monitoring system allows us to continuously monitor the energy consumption of our compressed air system in real-time. An effective energy monitoring system goes hand in hand with a leakage detection programme. You need to be able to track energy usage. You can’t manage what you can’t measure,” he said.
Hovione Ireland Ltd has completed an NSAI Stage 1 and Stage 2 audits and achieved full ISO50001 Energy Management certification in 2021.
The LeekSeek web-based management system allowed the company to identify the real causes of leakages, keep track of repairs and the effect they were having, monitor progress and improvements in individual buildings and Departments and prioritise areas where the greatest savings could be realised. Each leak is prioritised from 1 to 4, with 4 being the highest. This enables the engineering team to focus resources on the leaks which will deliver the greatest return.
Hovione’s maintenance teams, led by Peter Kelly Electrical and David Crowley Mechanical, began the programme to fix site-wide leaks. They completed training on logging into the LeekSeek web server as client technicians and registered the individual repairs which had been completed in the SAP PM system. Almost immediately after the programme began, they could see the electrical load decrease and noted the total running cost per week decreased week on week from the first week in January 2018 right up until today. They have reduced air leakages from 22% to 7.5% and Hovione anticipates this LeekSeek program will reduce unnecessary wastage by 500,000kWh per year as a result. The maintenance team manager, Liam O’Keeffe now uses LeekSeek as a key tool to manage the overall maintenance of the site.
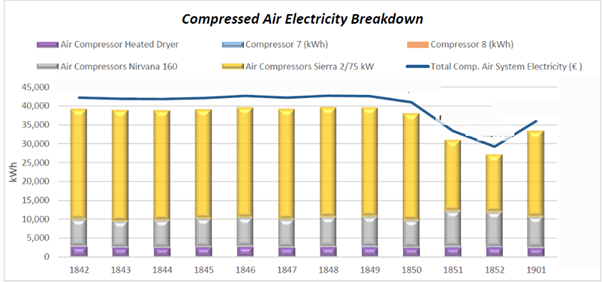
Data from 2018 week 42 to 2019 week 1
Mr Lloyd was not surprised at the success of the program, “That level of leakage would be typical of a plant of this size and nature, that did not monitor air leakages,” he said.
Continuous Monitoring & Re-Evaluation
Hovione’s continuous monitoring of their energy consumption means they have a new baseline that the site measures against. If energy usage deviates from a 12-week moving average, the energy team takes measures to address the fault(s) there and then rather than wait until the next survey.
The air leakage reduction program, now firmly in place on the Cork Hovione site and engrained into the maintenance philosophy of the engineering team, is an example of the application of best-in-class engineering practices.
Hovione is a family-owned pharmaceutical business whose owner has a strong focus on sustainability and reducing the carbon footprint and impact on the environment of each of its plants worldwide. The implementation of the leakage detection programme means the Cork plant now uses less energy and has reduced its Co2 emissions and impact on the environment.
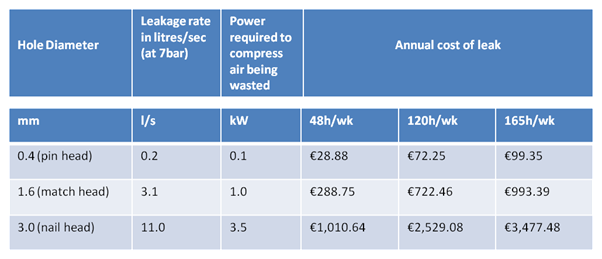
As well as the cost to the environment, the monetary costs of leaks can be quite surprising.
Mr O’Neill said, “Detection is one thing. The real value comes from initiating repair work immediately and ongoing management. A startling fact is that compressed air leaking through a single 1.5mm hole could cost you over €765 per year. Failing to find and repair just a few leakages can be very expensive. Any facility utilising significant volumes of compressed air should engage in a Leak Detection Programme. Regularly checking for and repairing leaks in compressed air systems will save money and cut carbon emissions.”
Hovione’s Tips for success:
- Install an energy monitoring system
- Conduct an effective detection survey on a regular basis
- Fix leaks based on a priority scale, aim for zero leaks
If you want to maximise the efficiency of your system and reduce costs, contact O’Neill Industrial today about conducting a full audit of your system and preparing a leakage detection report.
More information about the LeekSeek leakage management services can be found here
References:
*https://www.leekseek.eu/en/save-money
About Hovione
In it for life
Hovione is a Pharmaceutical Company dedicated to helping Pharmaceutical Customers bring new and off-patent drugs to market. We do well what is difficult, to give our customers what they cannot find elsewhere.
The Cork site has extensive facilities for drug substance manufacturing with approximately 430 cubic meters of state of the art cGMP capacity and the potential for 12 discrete process trains. The site houses the largest commercial pharmaceutical spray dryer available on the market, a Niro PSD-5, that is particularly suited for large volume products.
Alongside its industry focus, our Hovione team at the site has been very active within the community getting involved in local beach clean-ups. The site management team support employees who it’s eager to engage with local and national charitable projects.



